一種子母螺桿注塑裝置
????????技術領域
????????本發明涉及一種子母螺桿注塑裝置。本發明由于在母螺桿頭上加裝了子螺桿,而位于母螺桿頭前端的子螺桿用于最后階段增加注射壓力和保壓壓力,能夠在大射膠量情況下同時得到高壓或超高注射壓力,大大提高產品品質,提高注射量,縮短加料和加工時間,提高生產效率,節約用電,減少螺桿料筒的磨損度。
????????背景技術
????????傳統的注塑機在注射過程中,開始模腔是空的,注射壓力值要很低,當注射到60%-80%時注射壓力需要慢慢升高,到最后3%-10%時需要很高的注射壓力,這最后一點點也是最難注射,而這就是在實際的生產過程中最容易發生缺料,縮壁等產品缺陷的階段,而注塑機在注射成型厚壁塑料產品和局部厚壁塑料產品時,當塑料注入模腔后首先是緊靠在模具的兩邊先冷卻固化,然后中間再慢慢冷卻固化,由于塑料收縮率比較大,中間冷卻時產生強大的吸力,因此會產生兩種結果:一種表面凹下去(簡稱縮印)影響外觀 ,另一種是中間出現空洞降低密度強度,傳統的注塑機注射時最高注射壓力是恒定的,對不同的塑料原料和形形色色塑料產品無法做到一一對應滿足每種產品的需求,所以注塑機生產廠在每臺注塑機接受訂貨時提供三至四種大小不同的螺桿給用戶選擇,但相當一部分品質和外觀仍然不夠理想,而注射壓力和射膠量是注塑機兩個非常重要的指標,注射壓力關系到產品質量,能不能做出合格的產品來,射膠量關系到能加工多大的產品來給用戶帶來經濟效益,如果你選擇了大螺桿射膠量是大了,但注射壓力小了,反之選擇了小螺桿注射壓力大了但射膠量就小了,比較難以選擇,用戶一般會選擇中間大小螺桿兼顧兩頭,但注射量不會很大,注射壓力不會很高。實際使用中也需要多次調試才能達到較佳的使用效果,十分麻煩。而對于一些改性工程塑料如尼龍加玻璃纖維,聚苯乙烯加碳酸鈣這些材料對螺桿料筒磨損非常大,有時候幾個月就要換一套螺桿料筒,非常麻煩成本也高。
????????本發明目的是提供一種子母螺桿注塑裝置,能在保證注塑量的同時又能保證較高的注射壓力,使產品成品率大大提高,而且大大降低對螺桿料筒的磨損,縮短加工時間,有時也可使原本要在大一型號注塑機上加工的產品可以在小一型號的注塑機上加工,節約成本使用方便。
????????發明內容:
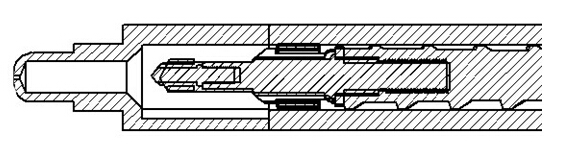
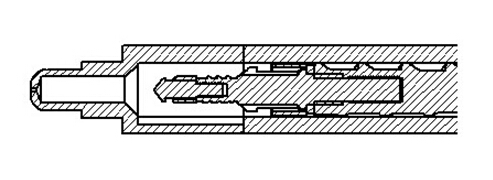
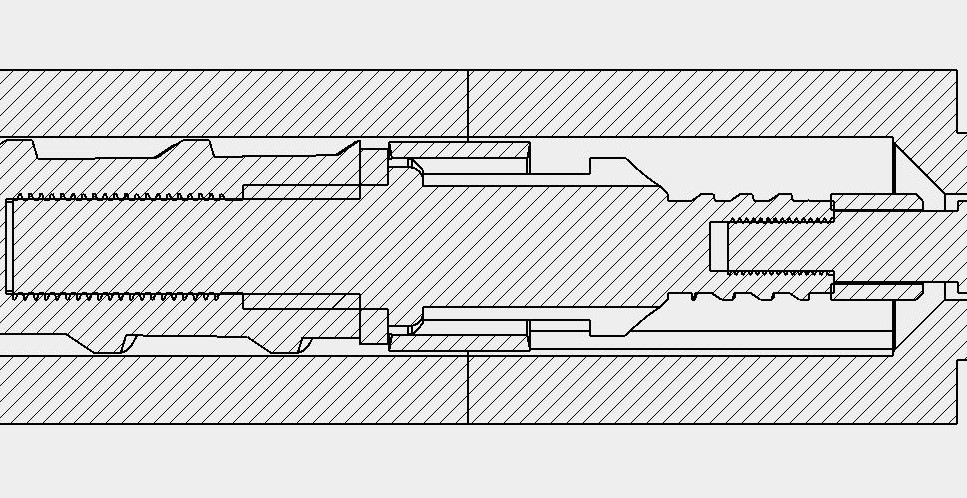
????????注塑機根據產品的大小加足相應的原料,加料結束后,開始注射,螺桿向前運動,母螺桿頭上的母止逆環及子螺桿頭上的子止逆環滑向后端并閉合母螺桿頭上的進料通道,塑料在螺桿的推動下從前料筒的噴嘴射入模具,此時模腔注射壓力不用太高,當塑料快沖人模腔注射壓力會慢慢升高,注射到最后階段時,子螺桿頭進入前料筒同時母止逆環后端移動到回流槽的通道口(A點是母螺桿與子螺桿工作的轉換點),塑料從回流槽繞過母螺桿止逆環到其后端,母螺桿頭的前端失去壓力,此時子螺桿頭在前料筒中起作用,因子螺桿頭的端部面積可以做得比母螺桿頭的端部面積小很多(根據實際需要端部面積可以做到小達幾倍,相應的產生的壓力也可以是母螺桿頭產生的壓力的幾倍,一般模腔壓為250~300cm2/kg),所以模腔壓力是高壓,也可以是超高壓每平方厘米在一千公斤以上,可以滿足任何塑料產品的要求(用昂貴的氣體輔助注射設備最高也只能到每平方厘米700公斤),靈活調節注塑機電腦控制最后一段注射和一級二級保壓壓力,加工出來的塑料產品可以做到無縮印,高品質,高密度,高強度。
????????應用場景
????????1. 適合LED燈片,透鏡,球閥閥芯,PVC,PE管件這些厚璧產品非常有效
????????2.汽車,家電和復雜工程塑料機的構件都有筋和柱子,這些地方容易產生縮印。
????????3. 型腔和流道比較深長的產品,注射到最后塑料難以到達的產品 ,
????????4. 像PP,PE這些流動性比較好的產品只要鎖模力夠,可以加大螺桿生產比原來重得多的產品。
????????5. 像PC等高粘度的塑料只要適當加長一點子螺桿的長度加工起來也很輕松。
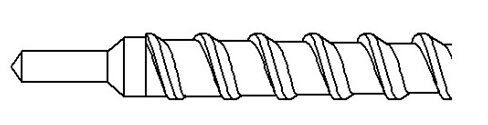
????????6. 一些回料里面有很多雜質或加了碳酸鈣,螺桿料筒比較容易磨損,只要把母螺桿加大專門設計成加料塑化螺桿,把子螺桿設計成注射螺桿如圖7,會大大減少螺桿磨損
????????7. 注射機在注射到最后階段和保壓階段是注塑機在整個生產過程中用電量最大的階段,如果使用本發明此階段可以大大降低用電量,同時也可以減少機器的負載,所以本發明幾乎可以用于任何形式的注塑機。
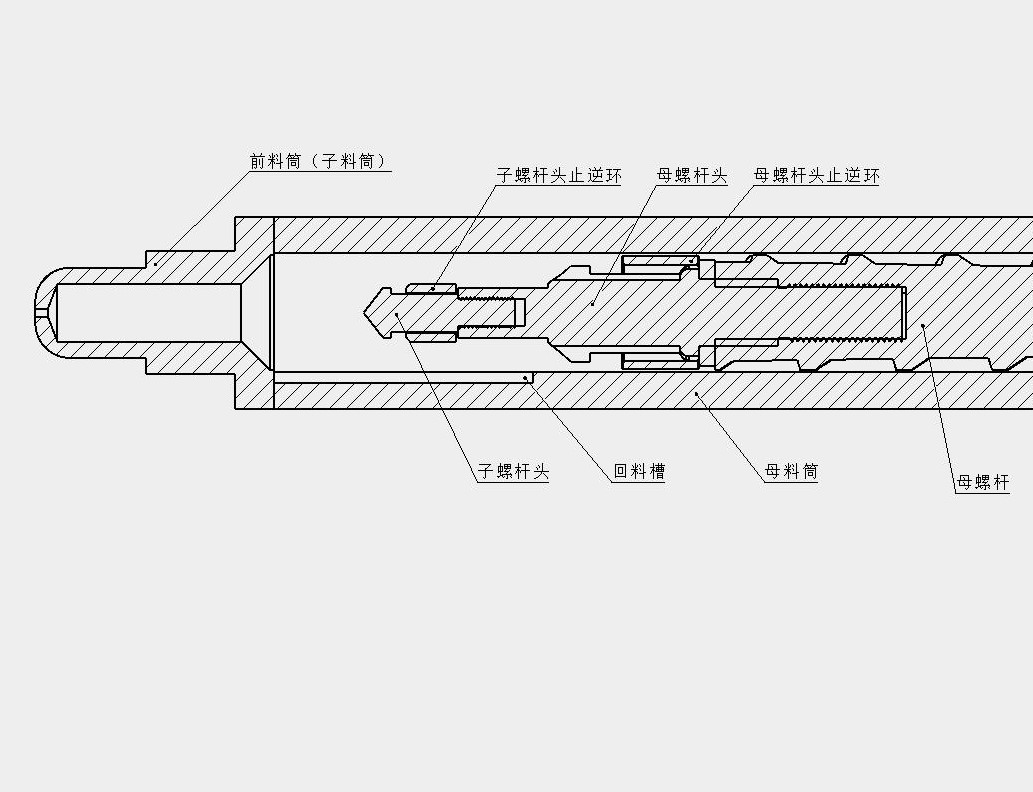
????????圖1
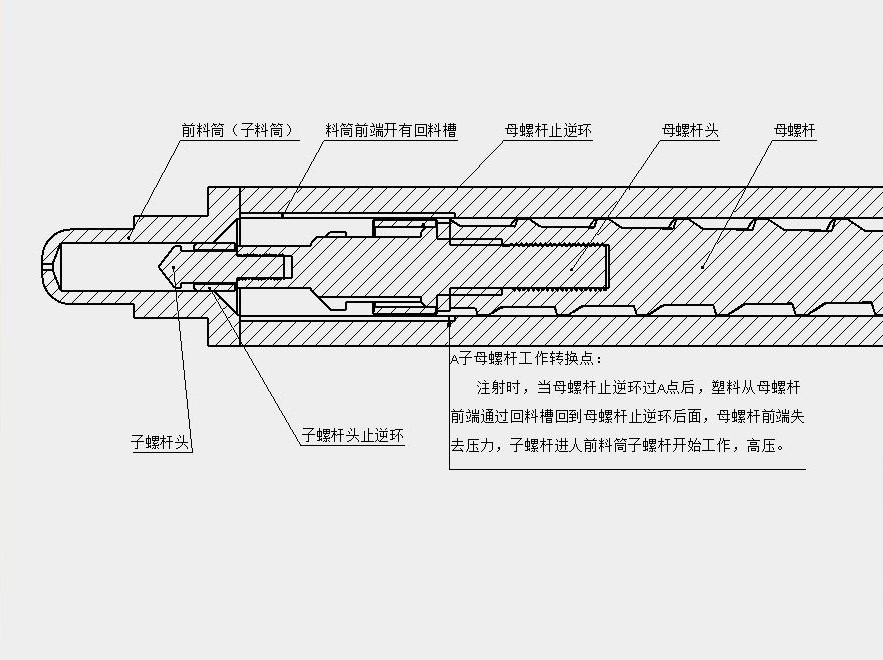
????????圖2 A點為母螺桿與子螺桿轉換點(當母螺桿止逆環移動過此點)
????????圖3 前料筒后端加大作為回料槽
????????圖4 母料筒后端加大作為回料槽
????????圖5 回在前料筒在(可以是一個也可以是多個)
????????圖6 無止逆環(適合PVC等)
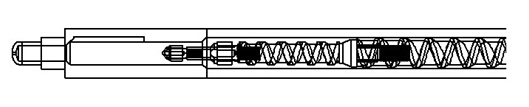
????????圖7 三級螺桿(注射螺桿和加料螺桿分開)
????????圖8 子螺桿帶羅棱
????????聯系方式:
????????常州新區賽恩機電設備有限公司
????????孫志敏
????????13606113666
????????常州市飛龍西路63號





